
¿Te has preguntado por qué no logras que los ensambles de tus piezas funcionen a presión? Calcular ensambles para corte láser no es complicado si conoces tu máquina y tienes nociones de diseño vectorial.
Considerar la cantidad de material que perderás al realizar el corte es indispensable para cortar piezas que ensamblen sin necesidad de pegamento por lo que en este artículo te vamos a hablar del kerf y la importancia de contemplarlo a la hora de cortar piezas volumétricas.
¿Qué es el kerf y cómo me ayuda a calcular los ensambles CNC de mis proyectos?
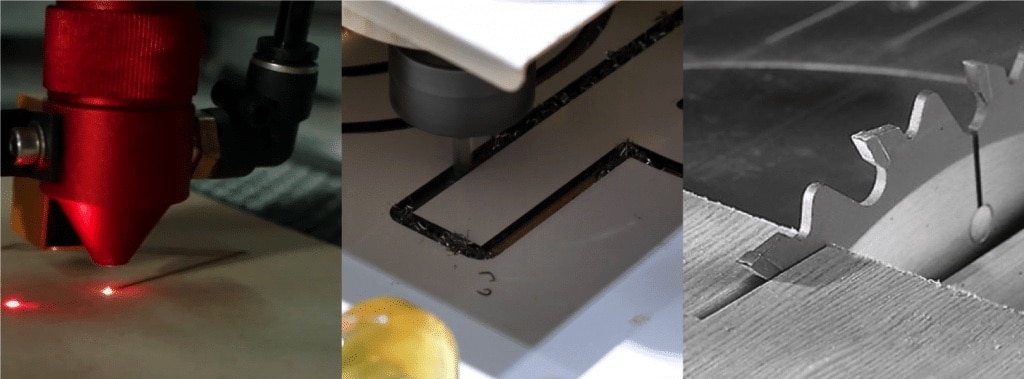
Podemos definir el kerf como la cantidad de material que se remueve durante un proceso de manufactura sustractiva. El grosor del rayo láser, el diámetro del cortador en un router o el ancho de los dientes en el disco de una sierra pueden servir como referencia para observar el término sobre la práctica.
En un Router CNC se puede configurar la trayectoria de corte de tres maneras: por el exterior de la figura, por el interior o por el centro. Lo más común es realizar el corte perimetral por el exterior y los detalles internos por el interior para que la pieza tenga las medidas exactas.
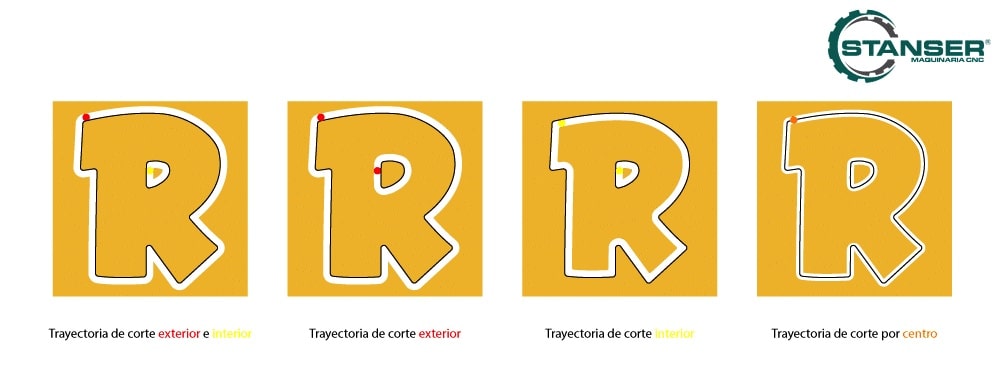
¿Pero qué pasa con una cortadora láser CNC? A diferencia de un Router CNC las cortadoras láser no permiten seleccionar trayectorias internas o externas, todo el corte lo realizan “sobre” la línea a modo de centro. Para considerar el material que remueve el láser al avanzar necesitarás medir el grosor de tu rayo y compensar esa medida en tu programa de diseño de forma que el dibujo contemple en sus dimensiones la fracción de milímetro adicional correcta.
Si cuentas con un vernier puedes hacer la medición de forma exacta cortando este archivo en el material con el que vas a trabajar (idealmente deberías realizar este proceso con cada uno de los materiales que utilizas ya que su composición y los parámetros de corte relacionados con el grosor pueden influir en el tamaño del rayo, pero las diferencias con mínimas).
Sin remover las piezas de tu mesa de trabajo recorre todos los rectángulos hacia el extremo izquierdo y mide el espacio vacío que queda a la derecha, divide esa distancia entre 40 para conocer el kerf o grosor de tu rayo.

A la hora de trazar tus ensambles CNC utiliza la medida que obtuviste dividida entre 2 para compensar el paso del láser. Si tu material tiene un grosor exacto de 3mm y tu kerf es de 0.2mm reduce el grosor de los ensambles en 0.1 mm de cada lado para que obtengas una unión firme.
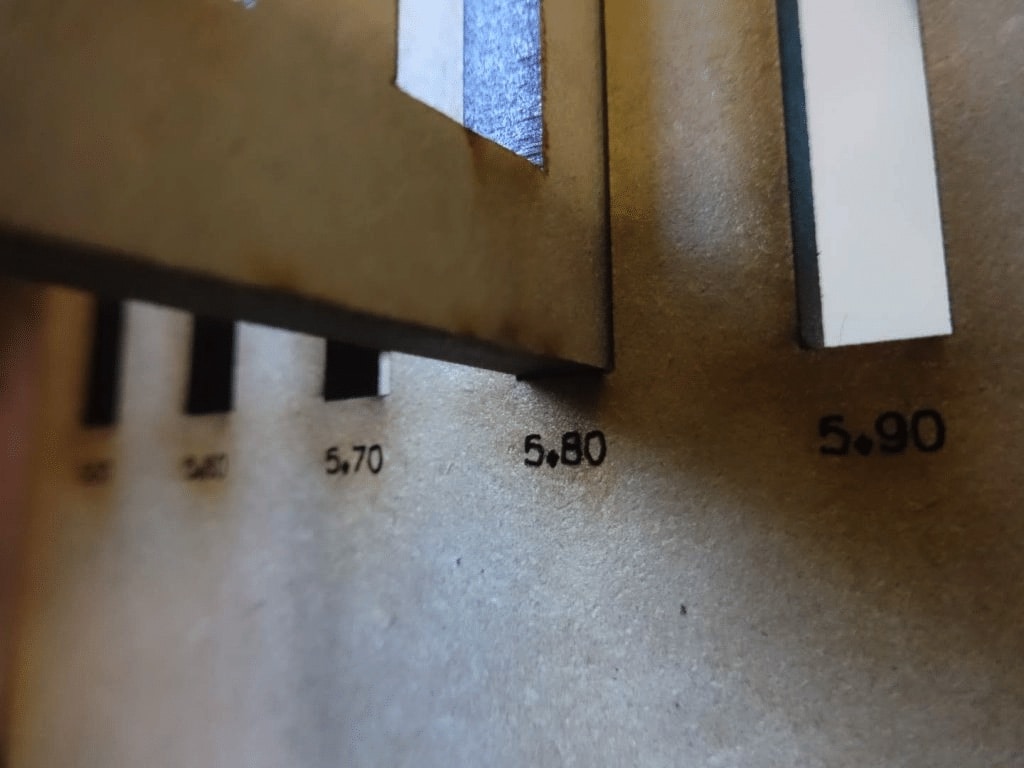
Si no tienes un vernier a la mano puedes diseñar un archivo como este con la medida del grosor de tu material e ir incrementando y reduciendo el grosor en 0.1 mm hasta tener once divisiones. Con un material etiquetado como 6 mm el rango de dimensiones debería ir desde 5.5 mm hasta 6.5 mm.
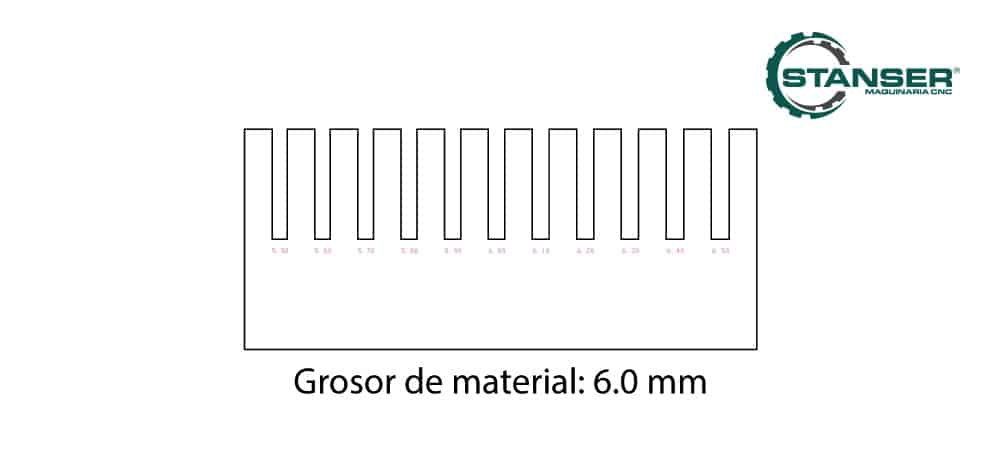
Busca la sección que sujete correctamente tu material y utiliza esa medida para trazar tus ensambles. Corta esta pieza en tus diferentes materiales para que observes cómo las maderas se comportan de forma diferente a los materiales sintéticos: los plásticos se contraen con el calor y al enfriarse se expanden ligeramente, provocando una reducción en la medida del ensamble.
Esperamos que esta información te sea de utilidad para hacer tus piezas con ensambles CNC completamente funcionales. Te invitamos seguir leyendo nuestro blog, seguro encontrarás consejos útiles para seguir reinventando tu negocio, o bien ingresa a nuestro sitio web y descarga algunos de los miles de vectores que tenemos para ti de forma gratuita.


